Доработка ГБЦ 2101(1)
Карбюратор вебер дырки 24х24,
(24*24*3,1415/2)*2 = 904 мм2
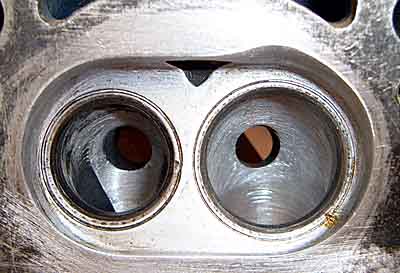
Впускной канал, самая узкая часть - там, где выпирает направляющая.
(29*29*3,1415/4)-(14*14*3,1415/4) = 660 - 154 = 506 мм2
Щель впускного клапана в максимальном подъеме:
33*3,1415*10 = 1037 мм2
Отсюда видно, что размеры канала значительно уступают по сравнению с другими
узкими местами впускного тракта. Это действительно только в момент полного
открытия клапана, но это время почти полного открытия подавляющее. Короче,
нада делать.
Максимум (покажу на фото) - это 34мм, на большее стандартный коллектор не
расточить, стенка 1мм остается.
Считаем с учетом того, что клапанную ножку обточим до 7мм, а направляющую
срежем заподлицо:
(34*34*3,1415/4)-(7*7*3,1415/4) = 909 - 39 = 870 мм2
получается, увеличиваем площадь самого узкого места на 70%, неплохо...
Начнем с замера мощности:
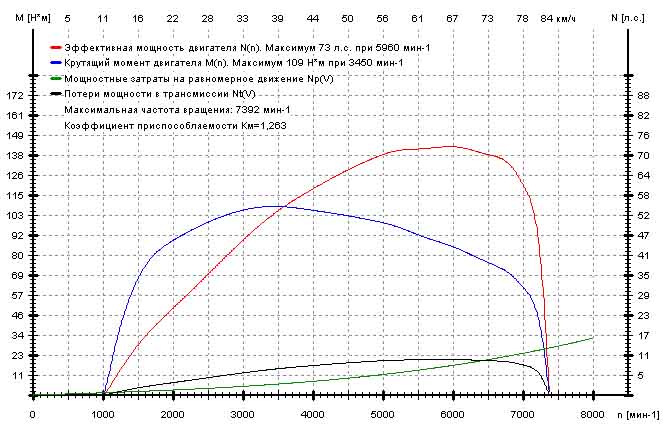
Абсолютные данные не точные, но в сравнении - ценная информация.
От составителя: Двигатель 1300, ГБЦ 2101, система питания Webber 2101 23х24
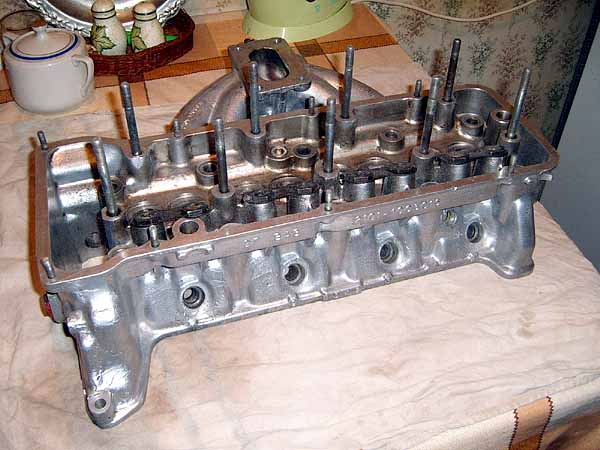
Далее голова снимается с машины, разбирается и моется.
Шикарно конечно моется углекислотой, но не было огнетушителя под рукой.
Мыл обычным керосином, а потом в ванной щеткой с порошком. Кстати, нужно
не забыть смазать маслом все стальные детали (направляющие, седла, втулки
под рокера), чтоб ржа не схватила.
Еще неплохой по слухам метод, когда ВД40 растворяется в незамерзайке. жидкости
для омывателя - получается белая эмульсия, которая все смывает легко...
Шпильки, кстати, лучше тоже скрутить, но мне покуда не мешали...
Пациент:
Направляющие выбиваются приспособлением, которое я изготовил из болта. Выбиваются легко и непринужденно... наружа приспособы 13.5, внутренний штырь для направления - 8мм.
Теперь все готово для пиления каналов. Я бы советовал начинать с коллектора, поскольку в голове запаса металла по краям больше, лучше подгонять голову под коллектор а не наоборот...
Замеры: каналы в голове 29, выпуск 27, в коллекторе - 29, вып. коллектор 29.
растачивал я шкуркой в дрели. Самая эффективная головка ИМХО - это вал (в моем случае сверло толстое), на который наматывается ветошь, а на нее - полоса шкурки дето в 20см длиной (ессно все внахлест мотается, чтоб не соскакивало)
Использовал я самую грубую шкурку НА ТРЯПИЧНОЙ ОСНОВЕ какая
только была под рукой - это 24-ка. Один канал в голове я ею делал за 2 часа.
Также для удобства сделал наборчик шайб на палочке (см. фото), номинальной
(34мм) и уменьшенного диаметра (33) и комплект для выпуска. Такими ну очень
удобно контролировать диаметр канала, чтоб не махнуть лишку - такая шайба
должна свободно проходить по каналу перпендикулярно оси, и не сильно болтаться.
Технология - мотаем ветошь со шкуркой так, чтобы "головка"
еле лезла в дырку, начинаем сверлить потихоньку пропихивая все дальше, покуда
шкурка не рассыплется. Потом можно кусок оторвать или перевернуть полоску
и заново... Контролируем диаметр шайбой, новую полосу шкурки и заново поехали...
неплохо бы еще заиметь инструмент для измерения толщины стенок, но я пользовался
пинцетом с налепленными на концы кусочками пластилина.

Коллектор:
разительно отличаются по диаметру пропиленные каналы от не пропиленных:
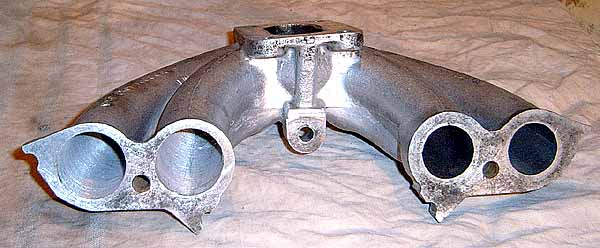
коллектор точится значительно тяжелее чем голова, из-за того, что можно подлезть только с одной стороны (со стороны карба не сильно то и просунешься).
Смог пропилить коллектор до 34-х только на 2/3, пришлось
устранить сверлом перегородку между каналами:
как было

как стало

Все, шайбы свободно проходят:

Теперь очередь головы.
нужно состыковать каналы коллектора с головой. Пробовал
разные варианты с отпечатками и проч... сложно все это как-то... Остановился
на пластелине - леплю по окружности на голове, смачиваю водой коллектор,
прижимаю рукой, отпускаю, выдавленный пластилин внутрь коллектора срезаю
- четко видно, куда нада править голову.
Поправить лучше отдельно перед расточкой, потому что шкурка раздает во все
стороны одинаково. Поправить можно напильником круглым, я просто грубо обтесал
дырку в нужную сторону, чтобы она равномерно повторяла контур дыры в коллекторе.
Кстати, лучше выход из головы сделать чуть побольше, например 35, потому
что ступенька все равно будет, лучше чтобы она была не в сторону головы.
Но специально расширять не нада - 35 и так получится от постоянного шныряние
шкуркой через эту дырку.
А потом поехали... Растачиваем равномерно со стороны коллектора,
покуда шайба не будет пролазить до дырки под направляющую, потом лучше точить
со стороны КС. С этой стороны осторожнее с седлами!!! Растачиваются они
на удивления быстро и легко, можно полностью уничтожить место под фаску.
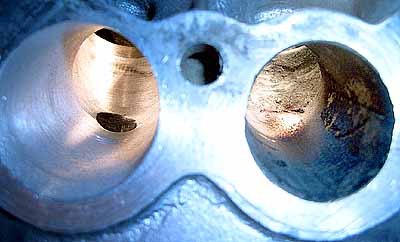
разница очевидна:

Хорошо видно, как убирается нарост вокруг дырки под направляющую, который очень неслабо закрывает канал:

Каналы все пропилены, голова вымыта. Не забыть все стальные
части перед мойкой смазать маслом, седла клапанов в первую очередь!). Для
промывки системы охлаждения использовал электролит для акку - т.е. серную
кислоту. Перевернул голову вверх тормашками, закупорил все отверстия и аккуратно,
чтоб кислота не попала на наружную поверхность головы (она все ж алюминий
хорошо ест), заливал внутрь, медленно покачивая голову. Накипь, налет и
ржа растворяется полностью за несколько секунд, полный цикл возни головы
в кислоте не думаю, что нужно растягивать более чем на 5 минут. Также аккуратно
кислоту сливаем.
На фото отлично виден уровень стояние кислоты - сверху все грязно, снизу
девственно чистый алюминий:

После голову сразу промыть, можно в растворе соды или стирального порошка и побыстрее высушить. Например, в духовке =)
Итого:

впуск коллектор 34 (было 29), каналы 34 (было 29), седла
33.5 (было 32.5)
выпуск каналы у седла 28 (было 27, наполовину перекрыты выступом под направляющую),
на выходе из головы 30 (было 27), коллектор 30(таким и был), седла 28 (были
27.5).
Ушло 0.5 м2 шкурки №24 и гдето столько же ветоши. На канал в впускном коллекторе уходило 2 часа, в голове впуск - 1 час. В голове выпуск - пол часика...
Нарезал небольшие ушки в КС:
Результаты - в голове глядя на вход в канале, можно увидеть выход, в недоработанной такого нет:


Теперь насчет направляющих. Тщательно взвесив все за и против, решил остановиться на своем варианте и пилить ее сложно-пространственно
Для начала разметил на ней метчиком линию, по которой она торчит в канале, также по всему периметру (чтоб легко точить и потом запрессовывать) прочертил ее перед и зад.

Смысл был в том, чтобы максимально снять торчащего металла,
и в то же время оставить по максимуму по площади канал изнутри (масло) и
не трогать вообще ее нагруженную сторону (разобъет), и при этом все максимально
аэродинамично сгладить.
Впускные получились по оконцовке такими:
Как видно, на пятке (та сторона, на которую давит при работе клапан) я практически не трогал металл, поэтому вряд-ли деформируется.
С выпускными немного тяжелее - там и отвод тепла и нагруженность сильнее, и направление потока больше. Поэтому смысл такой-же, но объем работ значительно меньше:

Вот так торчит стандартная (тока покоцанная немного) в обработанном впускном канале:

вот так - обработанная (правда не до конца выведена, это бушная, я ее точил на пробу)

Доработал клапана...
Тяжеловато было, резец очень плохо берет, даже победитовый... Новый выпускной
клапан практически вообще не берется, мне советовали на доработку брать
только б/у, они лучше точатся - материал мягче.
Зато потом зажал в дрель и доводил форму шкуркой - берется на ура! Медленно
зато уверенно снимается металл.
Вот что получилось в итоге:

Снимался металл вот так:
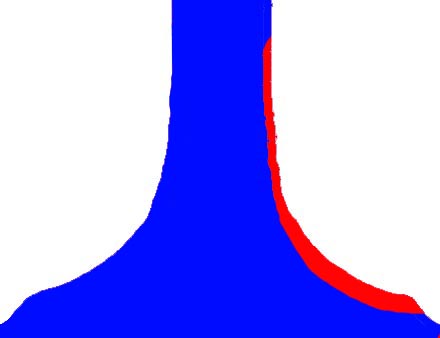
(обработанная фотка стокового впускного клапана, красным - снятый металл)
Запрессовал направляющие изготовленной оправкой (стальной прут, внутри отв. 11.0мм) Голова в духовке до 100 град, направляющие в морозилку. Забивать надо аккуратно, но очень быстро. Не забыть снять шпильки распреда, они будут мешаться (без снятия крайних вообще не запрессовать). Сначала лезет легко потом нагреваются, но все равно лезут нормально. Выбивались, чесслово, с гораздо большим усилием. Главное, шустрее орудовать.
Фото впуска с клапаном:

Выпуск с клапаном

ГТЖ вместо 135/125 ввинтил 140/140. Немного покатался для небольшой приработки, померился.
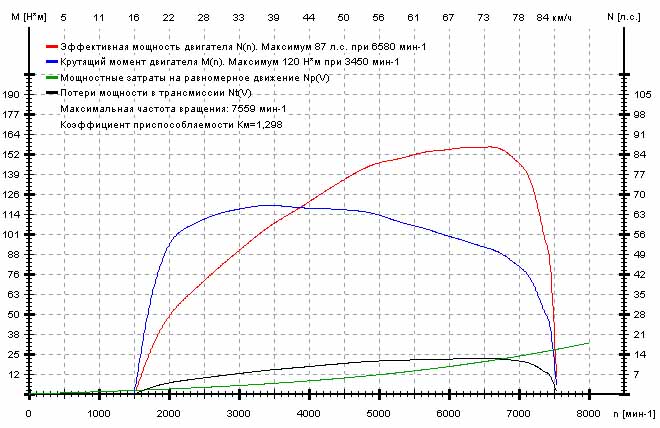
Как и следовало ожидать, ровный рост КМ по всей кривой,
увеличение оборотов ММ, увеличение КП.
Прибавка получилась 14 лошадей (ну или 12, если учесть, что в молодости
мотор имел 75), на что предварительно и рассчитывалось.
Ну, думаю, окончательной тарировкой карба еще одну-другую лошадку сниму (поскольку вроде и так едет нормально, без провалов)
Если все мои изыскания сжать в единый временной промежуток и выбросить эстетику (вроде надраивания до блеска головы), то в 5 рабочих дней уложиться можно легко. 1 день - снятие-установка-настройка, 3 дня пиления и 1 день на расслабоне посвятить можно клапанам.
Идеи, расчеты и работа произведена: Андреем Кушпелем
(Oxygen)
Составил и отредактировал: Pugnator
Нужны чертежи облегчённого стокового клапана. Может помочь кто? Хочется на станке всё сделать, а не наждачкой. Скиньте в личку, буду благодарен.
угол наклона направлющих клапанов не меняєтся при расточке каналов???
ухи кс для лучшего наполнения целиндра
А с какой целью делаются ушки в КС
На тайге должно 100 лошадей дать, если валик положить. Одной головы может оказаться недостаточно. А вообще, почему 100? а не 103 или 99? Не гонитесь за цифрами, гонитесь за результатами.
низ 1300, если смущает мощность, смотрите не на абсолютные цифры а на относительные
Клапан протачивается до 7-ки обычно, до уровня выступания из втулки в закрытом состоянии. Т.е. клапан в голову, захлопнуть, со стороны канала его маркером пометить и по этому уровню точить.
У меня вопрос....
У меня движок стоит тайга 1,7
СМОГУ ЛИ Я ВЫТЯНУТЬ 100 ЛОШАДОК С ДОРОБОТКОЙ ГОЛОВЫ???
гОЛОВА ТОЖ 21011...
а какой низ у мотора? слабо верится, что там 1300, уж очень мощность смущает...)
И после расточки я отполировал шкуркой-нулевкой, а потом войлоком с пастой Гойя до идеально гладкой поверхности
догладкой поверхности не советую ,должны быть завихрения
а клапана посаветуете на какую длину точить? и до какого диаметра? У меня ПП, но думаю таже хня.
Хорошая статья. Именно она и сподвигла меня на расточку и полировку каналов, коллекторов и рессивера на моей 011))
Спасибо))))
Только вместо сверла, чтобы шкурка повторяла изгибы коллекторов и каналов, я использовал гибкий вал. Идеально подходят ЗИЛовские тормозные шланги. Металлический штуцер вставляется в дрель, на шланг ветошь со шкуркой и поехали!))
И после расточки я отполировал шкуркой-нулевкой, а потом войлоком с пастой Гойя до идеально гладкой поверхности.